Thông tin nhắc nhở


May 25, 2026
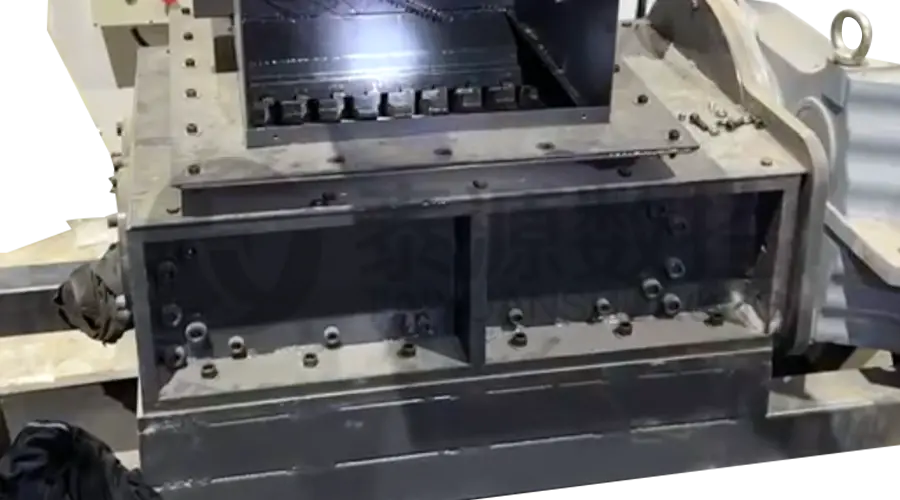
A Máy nghiền chip sắt mô-đun giải quyết nút thắt vận hành quan trọng của việc quản lý phoi kim loại cồng kềnh, phức tạp bằng cách giảm cơ học các thao tác tiện kim loại dài, liên tục thành các chip nhỏ, đồng nhất. Việc giảm khối lượng cấu trúc này giúp nén mật độ phế liệu thô lên tới 80%, cắt giảm đáng kể diện tích kho bãi, giảm chi phí vận chuyển hậu cần và tối đa hóa hiệu suất thu hồi chất làm mát lên tới 95% trong các chu kỳ phân tách ly tâm tiếp theo.
Hiệu suất xử lý của máy băm mô-đun phụ thuộc vào cơ cấu cắt mô-men xoắn cao trục kép hoặc trục đơn quay ở tốc độ kết cấu thấp. Khi các bó sắt dẻo hoặc thép cacbon liên tục đi vào miệng phễu, các dao hợp kim hình móc câu chuyên dụng sẽ bám vào chu vi bên ngoài của tổ phoi.
Vật liệu được ép vào một khối dao phản lực cố định, cắt các sợi kim loại dọc theo các đường ứng suất tinh thể. Cấu hình tốc độ thấp, mô-men xoắn cao này ngăn ngừa sự tích tụ nhiệt và loại bỏ nguy cơ phát ra tia lửa điện hoặc cháy cục bộ, khiến nó trở thành một phương pháp cực kỳ an toàn để xử lý phế liệu bão hòa bằng dầu cắt gọt gốc dầu mỏ dễ bay hơi.
Để đảm bảo tích hợp thích hợp vào các ô gia công tự động hoặc bãi thu gom phế liệu tập trung, các thông số của máy phải phù hợp với sản lượng khối lượng của nhà máy sản xuất. Các chỉ số hiệu suất vật lý cụ thể dưới đây minh họa cách chia tỷ lệ mô-đun phù hợp với các hoạt động sàn đa dạng.
| Thuộc tính hiệu suất | Mô-đun di động nhỏ gọn | Mô-đun nhà máy tập trung |
|---|---|---|
| Công suất thông lượng (Thép/Sắt) | 200 đến 400 kg/giờ | 1500 đến 3000 kg/giờ |
| Công suất động cơ truyền động chính | 5,5 kW đến 7,5 kW | 30 kW đến 45 kW |
| Hồ sơ chiều dài chip sau khi nghiền nát | Chip đồng nhất dưới 15 mm | Phế liệu có thể xúc được dưới 25 mm |
| Kích thước dấu chân kết cấu | 1100 mm x 850 mm | 2800 mm x 1800 mm |
Tiện sắt thô, chưa nghiền hoạt động như một miếng bọt biển cấu trúc, chứa một lượng lớn chất lỏng cắt nhũ hóa đắt tiền trên diện tích bề mặt cao của chúng. Xử lý các vòng quay lỏng lẻo trực tiếp thông qua máy ly tâm rất kém hiệu quả vì các tổ cấu trúc dài rối vào bên trong trống quay, gây ra sự mất cân bằng cơ học lớn.
Ví dụ về xử lý công nghiệp: Một nhà máy đúc ô tô cỡ trung sản xuất 50 tấn tiện sắt hàng tháng đã làm thất thoát khoảng 120 lít dầu cắt cho mỗi tấn phoi chưa nghiền. Sau khi triển khai một thiết bị nghiền mô-đun cục bộ để giảm cấu hình phoi xuống còn phoi rời 10 mm, máy ép phoi thứ cấp của họ đã thu hồi được 5400 lít dầu làm mát sạch hàng tháng, mang lại khoản tiết kiệm mua sắm hóa chất trực tiếp hơn 14.000 đô la trong quý đầu tiên hoạt động.
Các dòng phế liệu công nghiệp thường chứa các chất ô nhiễm kim loại lang thang, chẳng hạn như bu lông bị rơi, miếng chèn dụng cụ cacbua bị hỏng hoặc đầu thanh kết cấu nặng. Để ngăn ngừa hư hỏng nghiêm trọng do dao hoặc gãy trục truyền động khi các vật thể không thể nghiền nát đi vào buồng, các bộ phận mô-đun hiện đại có bộ điều khiển PLC tích hợp liên tục theo dõi dòng điện của động cơ truyền động chính.
Ưu điểm chính của cách bố trí cấu trúc mô-đun là khả năng vận hành cụm cắt mà không cần tháo toàn bộ khung cơ khí. Các vòng cắt có độ mài mòn cao được gắn vào trục lục giác bằng vòng khóa được gia công chính xác. Khi các cạnh dao bị cùn sau khi xử lý khối lượng lớn gang đúc bị mài mòn, đội bảo trì có thể trượt cụm hộp trục hoàn chỉnh ra, thay thế các mô-đun lưỡi dao bị mòn riêng lẻ và đưa máy trở lại hoạt động trong khoảng thời gian bảo trì theo lịch ngắn, kéo dài hai giờ.
Sản phẩm liên quan
 Model:TYSK-630T Ống khoan, máy tiện khớp & khớp nối
Model:TYSK-630T Ống khoan, máy tiện khớp & khớp nối
Máy sử dụng hệ thống CNC FANUC với độ chính xác xử lý ổn định và chức năng lập trình linh hoạt để đảm bảo các bộ phận được xử lý đáp ứng các tiêu chuẩn nghiêm ngặt của ngành. Thiết kế mô-men xoắn cao và tải nặng có thể đáp ứng công việc liên tục trong thời gian dài và có độ bền cao.
 Model:TYSK-1355 Máy tiện chế biến ống dầu
Model:TYSK-1355 Máy tiện chế biến ống dầu
Máy sử dụng hệ thống CNC FANUC với độ chính xác xử lý ổn định và chức năng lập trình linh hoạt để đảm bảo các bộ phận được xử lý đáp ứng các tiêu chuẩn nghiêm ngặt của ngành. Thiết kế mô-men xoắn cao và tải nặng có thể đáp ứng công việc liên tục trong thời gian dài và có độ bền cao.
 Model:TYSK-XQJ-550 Máy skiving phim PTFE trung bình & lớn
Model:TYSK-XQJ-550 Máy skiving phim PTFE trung bình & lớn
Được thiết kế để xử lý phôi có đường kính tối đa 550 mm và chiều dài tối đa 1000 mm. Chúng tôi cũng có thể tùy chỉnh theo nhu cầu của người dùng. Tốc độ và độ dày thay đổi thân thiện với CNC.
 Dòng:TYSK-NKJ Máy móc khớp nối/Vỏ và Vỏ và ống đơn vị Bucking
Dòng:TYSK-NKJ Máy móc khớp nối/Vỏ và Vỏ và ống đơn vị Bucking
Máy sử dụng động cơ thủy lực, cơ cấu nổi cơ học và phát hiện mô-men xoắn theo thời gian thực, thích ứng với sự uốn cong của vật liệu và ngăn ngừa biến dạng vật liệu. Các máy phụ trợ được cấu hình để hỗ trợ bán tự động hóa.
 Giải pháp vật liệu nặng và dài Cơ chế tải và dỡ tự động để xâu chuỗi đường ống
Giải pháp vật liệu nặng và dài Cơ chế tải và dỡ tự động để xâu chuỗi đường ống
Chế độ hỗ trợ linh hoạt đặc biệt có thể làm giảm hiệu quả ảnh hưởng của uốn cong phôi đến quá trình xử lý và cải thiện năng suất. Kết hợp chặt chẽ với máy tiện ren ống của chúng tôi.
Máy nghiền chip sắt mô-đun Máy nghiền sức mạnh cao cho chip
Các lưỡi dao được làm bằng vật liệu có độ bền cao và được đặt hợp lý ở lối ra của máy vắt phoi để phá vỡ các mảnh sắt vụn. Giảm nguy cơ cuộn ngược và cải thiện việc sử dụng khung thải.
 Loạt:TYSK-HB Thợ hàn băng chống hao mòn bán tự động
Loạt:TYSK-HB Thợ hàn băng chống hao mòn bán tự động
Áp dụng cho ARNCO 100XT, 200XT, 300XT. Hỗ trợ hàn bề mặt dây lõi hoặc dây rắn φ1.2-2.0. Có thể được trang bị hàn phun súng đơn và hàn phun súng đôi theo hai cách. Hỗ trợ điều khiển hệ thống PLC hoặc CNC.
