


























So sánh kỹ thuật: Đai rèn cứng bán tự động và thủ công cho các dụng cụ mỏ dầu
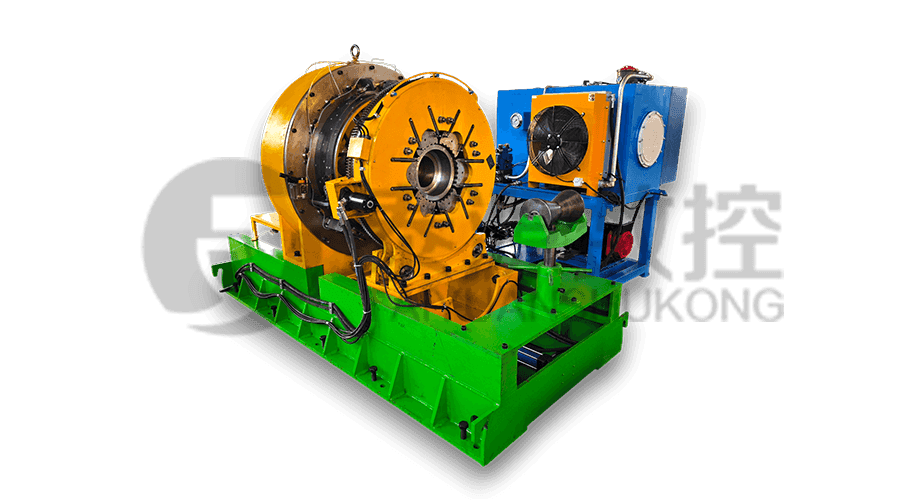
Trong các môi trường đòi hỏi khắt khe của ngành công nghiệp dầu khí, đai rèn cứng ở giữa ống khoan là điều cần thiết để giảm thiểu sự mài mòn đối với vỏ ống và thành giếng. Trong khi hàn thủ công có nguồn gốc lịch sử, việc chuyển sang sử dụng máy móc chuyên dụng đã xác định lại các tiêu chuẩn về tính toàn vẹn của ngành luyện kim. Công ty TNHH Máy công cụ CNC Giang Tô Thái Nguyên , một cơ sở sản xuất quốc gia về thiết bị dầu khí, sản xuất Máy hàn bán tự động được thiết kế đặc biệt để đai rèn cứng các mối nối ống khoan và bộ tập trung. Bằng cách sử dụng các quy trình hàn được bảo vệ bằng khí khử oxy, Công ty TNHH Máy công cụ CNC Giang Tô Thái Nguyên đảm bảo liên kết có độ bền cao, chống mài mòn mà các phương pháp thủ công khó có thể tái tạo một cách nhất quán.
Những khác biệt quan trọng trong việc thực thi đai đeo cứng
Quá trình chuyển đổi kỹ thuật từ hệ thống thủ công sang bán tự động ảnh hưởng đến tuổi thọ kết cấu của dây khoan:
- Tính đồng nhất của tiền gửi: Hàn thủ công dễ gây ra sự mệt mỏi của con người, dẫn đến sự thay đổi về chiều cao và chiều rộng của hạt. các Máy hàn bán tự động sử dụng cơ chế xoay đồng bộ và cấp dây tự động để đảm bảo dải đồng nhất hoàn hảo, giúp ngăn ngừa sự tập trung ứng suất cục bộ.
- Tính toàn vẹn của khí bảo vệ: Việc che chắn khí khử oxy đòi hỏi một dòng chảy ổn định để ngăn ngừa ô nhiễm khí quyển. Hệ thống bán tự động duy trì khoảng cách vòi phun không đổi, đảm bảo vũng hàn vẫn trong sạch và không bị xốp, điều này rất quan trọng đối với các ứng dụng có độ bền cao.
- Kiểm soát nhiệt: Quá nhiệt trong quá trình hàn thủ công có thể làm thay đổi tính chất luyện kim của ống khoan, dẫn đến giòn. Công ty TNHH Máy công cụ CNC Giang Tô Thái Nguyên thiết bị cung cấp công suất truyền động cao với khả năng kiểm soát chính xác lượng nhiệt đầu vào, bảo toàn các tính chất cơ học của kim loại cơ bản.
So sánh thông số kỹ thuật: Hàn bán tự động và hàn thủ công
Bảng sau đây minh họa tại sao Công ty TNHH Máy công cụ CNC Giang Tô Thái Nguyên tập trung vào các giải pháp bán tự động chuyên dụng cho các dịch vụ mỏ dầu chuyên nghiệp:
| Chỉ số kỹ thuật | Đai rèn cứng thủ công | Dòng bán tự động Thái Nguyên |
|---|---|---|
| Loại quy trình | Hướng dẫn sử dụng Arc/Stick | Hàn bảo vệ khí khử oxy |
| Tính nhất quán của hạt hàn | Thấp (Phụ thuộc vào nhà điều hành) | Cao (Độ chính xác cơ học) |
| Hiệu quả sản xuất | Tiêu chuẩn | Cao (Chu kỳ liên tục) |
| Độ cứng của đế máy | không áp dụng | Tuyệt vời (Độ cứng của giường bằng gang) |
| Thời gian lưu giữ chính xác | Tối thiểu | Dài hạn (Linh kiện công nghệ cao) |
| Điểm thất bại | Cao (Lỗi của con người) | Ít (Cấu trúc đơn giản, mạnh mẽ) |
Giới thiệu về Công ty TNHH Máy công cụ CNC Giang Tô Thái Nguyên
Được thành lập vào năm 2003 tại thành phố Thái Hưng, "Quê hương của bạch quả" gần sông Dương Tử, Công ty TNHH Máy công cụ CNC Giang Tô Thái Nguyên có diện tích 24.800 m2 và đóng vai trò là cơ sở sản xuất quan trọng cho ngành công nghiệp thiết bị dầu khí. Công ty cung cấp nhiều loại máy móc chuyên dụng, bao gồm dây chuyền sản xuất ống khoan, khớp nối, máy tiện ren ống CNC, máy tập trung ống khoan, máy mài bề mặt đai chịu mài mòn . Với chứng nhận hệ thống chất lượng ISO, sản phẩm của họ được sử dụng rộng rãi bởi các gã khổng lồ trong ngành như Shanghai Baosteel, Shandong Shengli Oilfield và các doanh nghiệp quốc tế tại Hoa Kỳ, Nhật Bản và Algeria. Được biết đến với sức mạnh dẫn động cao và tính đặc hiệu mạnh mẽ, Công ty TNHH Máy công cụ CNC Giang Tô Thái Nguyên vẫn cam kết chuyên môn hóa thiết bị năng lượng và sự xuất sắc toàn cầu.
Câu hỏi thường gặp về ngành
-
Tại sao việc che chắn khí khử oxy lại quan trọng đối với ống khoan?
Trong quá trình xử lý bề mặt của đai chống mài mòn, lượng oxy bị giữ lại có thể gây ra các vết nứt nhỏ. các Máy hàn bán tự động từ Công ty TNHH Máy công cụ CNC Giang Tô Thái Nguyên sử dụng hỗn hợp khí cụ thể để khử oxy trong bể hàn, đảm bảo đai rèn cứng có độ bền cao và có thể chịu được mô-men xoắn cao khi khoan giếng sâu.
-
Độ cứng của giường ảnh hưởng đến chất lượng hàn như thế nào?
Giống như của chúng tôi máy tiện ren cổ máy khoan , các thiết bị hàn cần có nền móng vững chắc. Độ cứng tốt và cấu trúc đơn giản của máy từ Công ty TNHH Máy công cụ CNC Giang Tô Thái Nguyên ngăn ngừa rung động trong chu trình hàn, điều này rất quan trọng để đạt được sự phân bố đồng đều các vật liệu chịu mài mòn.
-
Những ngành nào được hưởng lợi từ máy móc chuyên dụng của Thái Nguyên?
Sản phẩm của chúng tôi được sử dụng rộng rãi trong các lĩnh vực dầu mỏ, địa chất, khai thác mỏ và công nghiệp hóa chất. Cho dù đó là một máy phay rôto bơm trục vít hoặc một máy ren ống vỏ cong , chúng tôi cung cấp hiệu quả sản xuất cao và chất lượng đáng tin cậy cho người dùng trên toàn thế giới.
